Venetian Hard Enamel vs. English Soft Enamel Dials: Part 4 – Primary Differences in Production
The process of manufacturing Venetian hard enamel dials is very similar to manufacturing English soft glass enamel dials.
In both instances, hard enamel is utilized for the backs of the dials. The preparation of the hard enamel for the backs, or the “bottoms,” is not as stringent as the preparation when used for the fronts, or “uppers,” where the color must be completely pure.
When hard enamel dials are manufactured, the Venetian enamel is heated and then quickly quenched in spring water, breaking apart the enamel. After which, the enamel is ground in an agate mortar. This process is followed to avoid using a hammer, which can introduce tiny particles of steel into the enamel, spoiling the color. The ground enamel is then stored in a glass bottle and covered in a strong nitrous acid.
In addition to obvious distinction in the raw material, the primary difference between manufacturing hard and soft enamel dials is in the firing process. While soft enamel must be slowly melted and coddled in the muffle, hard enamel is left to be heated until a precise point when the enamel has melted sufficiently and then removed as soon as the surface appears bright and smooth.
Soft glass enamel dials also receive a finishing fire at an intense heat to create a glossy and reflective surface.
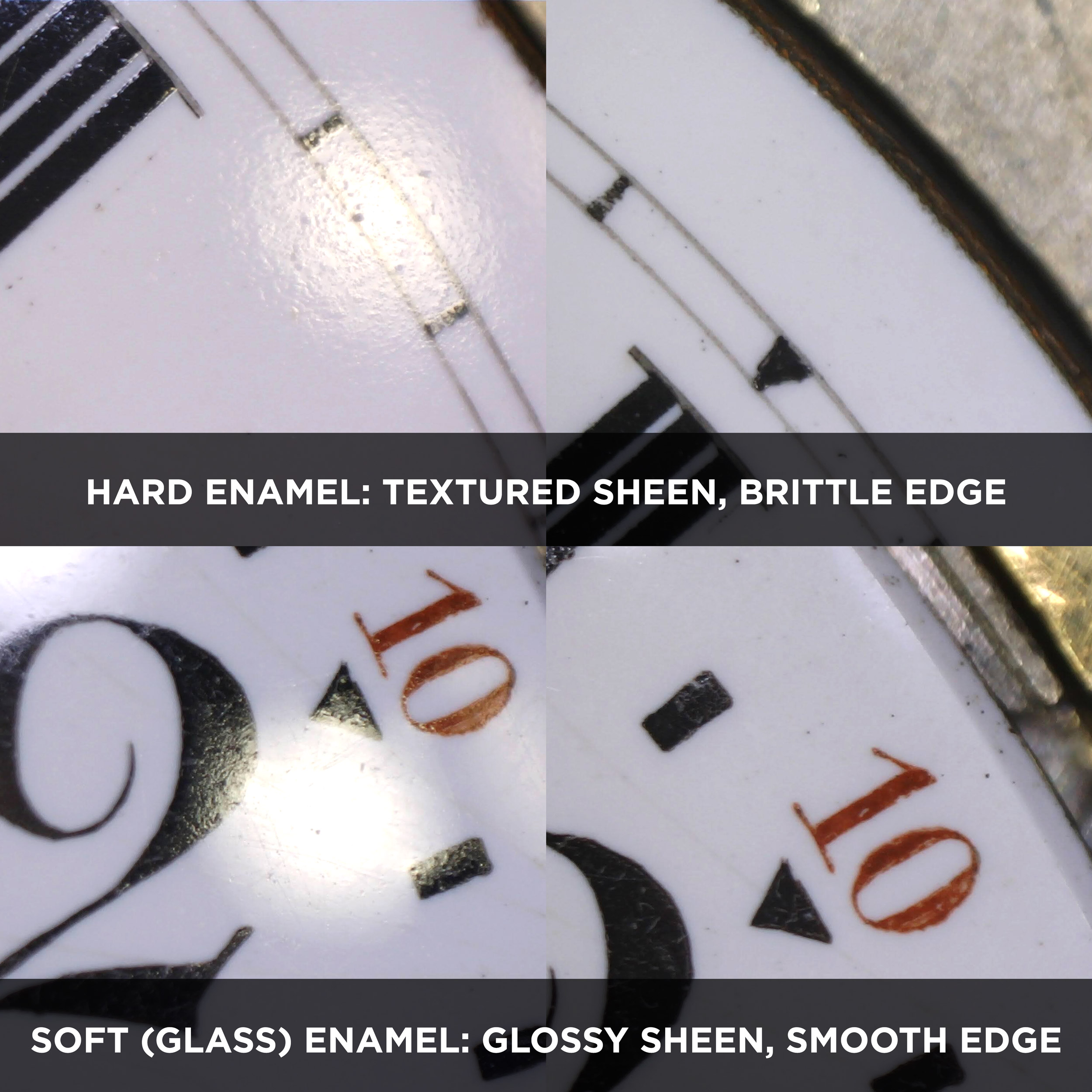
A close inspection of the dial surface can easily identify the distinguishing characteristics resulting from the differences in material and production process.
For a full technical explanation of the enameling process, please read the Enamel and Enameling section of Cyclopaedia of Useful Arts.